-
業務谘詢熱(rè)線:
- 18029169736 技術定製谘詢:
- 18122924960 :




產品概述
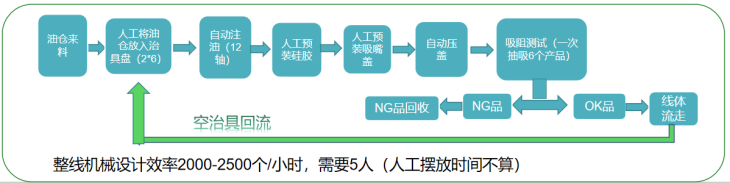
自動(dòng)組裝線采用同步帶輸送和回流線體、三軸模組為主要動作和執行機構,再結合注油機、壓蓋機、吸(xī)組機等設備並結合部分人工工位實現油(yóu)倉注油、人工裝矽膠,人工預裝吸嘴蓋、自(zì)動壓蓋、自動吸(xī)阻測(cè)試、自動下料(liào)等生產工序。
本生產線采用人機結(jié)合的方式,可靈活搭(dā)配生產(chǎn)工序;具有適應性強、穩定性高、工作效率高等優點。
可適應不同油倉(cāng)的組裝生產工作(更改夾治具(jù))。
細(xì)節說明
一、人工將油倉裝治具和自動注油
(1) 人工將來料的(de)油倉裝入治具盤
(2) 自動注油(12頭(tóu)),一次注完。
(3) 線體每個工位都有阻擋(dǎng)氣(qì)缸和頂升(shēng)定位機構
二、人工裝矽膠和預裝吸嘴蓋
(1) 人(rén)工組(zǔ)裝,人工組裝效率就是設備的效率
(2) 前麵兩(liǎng)個人(rén)裝矽膠
(3) 後麵(miàn)兩個人預裝吸嘴蓋
三、自動壓蓋和吸(xī)阻(zǔ)測試
(1) 自(zì)動壓蓋(12個),伺服(fú)電缸一次全部壓合(有獨立(lì)的彈簧機構)
(2) 自動吸阻測試(6個),一次抽吸(xī)6個產品,往前移動再(zài)抽(chōu)吸剩餘6個產品,抽吸的煙和油都有密封的箱子(zǐ)收集(定(dìng)期清理)。
四、不良品自動排除和良品自動下料
(1) 不良品(pǐn)排除(12個夾爪(zhǎo)),哪一排有不良就夾哪個,統一放入收集箱
(2) 良品下(xià)料(12個夾子),夾取良品統一由皮帶線流入下一工序。
(3) 升降機構(gòu),空治具盤回流,由同步帶(dài)回流線體輸送至最前端,由(yóu)另一個升降機構(gòu)輸送(sòng)至人工放油倉處。
技術參數
設計效率(UPH) | 2000-2500(設備機械效率(lǜ)),若人工(gōng)上料效率不足,應相應增加上料人員。 |
控製方式 | PLC |
設備外(wài)形: | 7335x1800x2100mm (L*W*H)包含注油車 |
電 源: | AC220V 50/60HZ |
其他(tā) | / |
測試(shì)流程

 18029169736
18029169736




